摘要當今社會的發展趨勢,大家的審美觀觀念慢慢提升 ,對美麗的向往也日漸豐富多彩而且生活水平提升 也促進大家消費的多元化 玉雕作為極具濃厚文化藝術蘊意的藝術品愈來愈受到大家的青瞇,大家對玉器的市場的需求越來越大,各式各樣的 玉雕產品不斷涌現,崇玉、愛玉、藏玉、制玉的民間風俗強盛不衰。
1.研究背景
玉雕是以翡翠玉石為基材,雕刻出人物、山水、花卉和動物等圖案和生活場景的雕刻藝術品。“黃金有價玉可貴”,玉雕件從古至今就享有盛名。玉因其濃厚的文化底蘊和精湛的工藝促進玉雕商品變成大家的藏品和消費品。至今玉雕生產制造依然處在依靠簡單輔助設備手雕而成的小作房環節,存有過度依靠個人技術性產品設計和加時間長、生產率低、商品批
量小市場拓展能力弱等缺陷。且因勞動效率大、工作狀況差等缺陷致使近年來從事手雕的人員特別是青年人從業人員大幅度降低,造成 核心技術沒有人承繼。傳統式的手雕不管從生產率和精密度上面無法融入工業化生產的需要,定程度上阻礙著玉雕在現代工業中的使用廣度。與此同時伴隨著工業生產的快速發展尤其是計算機在工業生產中的廣泛應用,計算機輔助設埒技術性CAD)計算機輔助加工技術性(CAM)、計算機數控加工技術(CNC)高速銑削技術性(HSM)泛使用于各個制造業,使工業品的形態豐富,產量增加,效益提高。
2.北京精雕 JDPaint軟件介紹
JDPaint軟件是北京精雕CNC電腦雕刻系統的基本組成部分,它是套面向電腦雕刻領域的CADCAM軟件,也是國內較早的專業雕刻軟件。與國內的其他雕刻軟件相比,JDPaint在曲面造型方面的功能有較大優勢。在許多領域,特別是仿古木雕領域,此軟件的使用已經比較廣泛.
結合現代數控機床技術,由數控設備對玉坯進行數控電腦雕刻進行了實踐研究。所使用的技術路線及主要工作流程如圖所示。
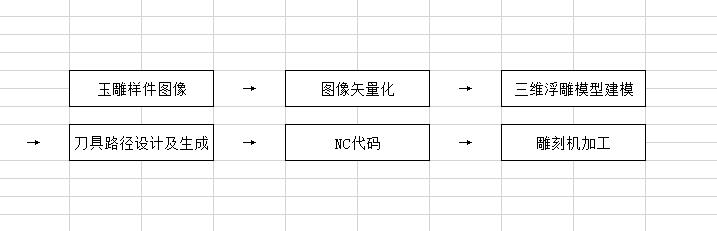
第一步依據玉雕樣品的圖像(已經有手工玉雕件的板樣圖片),建立樣品的二維矢量輪廓,隨后由二維矢量輪廓,轉化成玉雕的三維建模(即浮雕圖案實體模型),由三維建模再轉化成對應的刀具路徑和NC代碼,最后由雕刻機對板樣進行數控雕刻加工。
3.1 玉雕樣件選擇
文中挑選了典型性的花草植物種類玉雕樣品做為實踐研究對象,見圖3。特別注意的是,現階段玉雕樣品僅限浮雕類玉雕件。僅限于雕刻機器的生產能力,一些三維形狀復雜、鏤空的玉雕樣品在后面再給大家講解嘗試。
3.2 樣品圖象矢量化解決根據相片或是掃描的方法,把樣品原圖圖象導入JDPaint軟件。因為這種圖象是以像素信息內容存儲的,因此首要需要將這種圖形信息內容轉化為真正的矢量圖形信息內容,以利于三維建模的創建。
通常情況下,把圖片或是掃描圖片轉換成矢量圖有2種方法:人工描圖或是圖象矢量化重造。人工描圖就是在軟件中可以直接繪制圖象輪廓,從而得到矢量圖形。人工描圖過程也成為“手動抄圖錄入”只需了解應用CAD中的繪圖命令就可以完成人工描圖。而圖象矢量化重造就是指應用某些圖象處理基本原理,通過曲線擬合邊界光滑、消除噪聲等某些方法,全自動或半自動地把像素圖轉換為矢量圖。
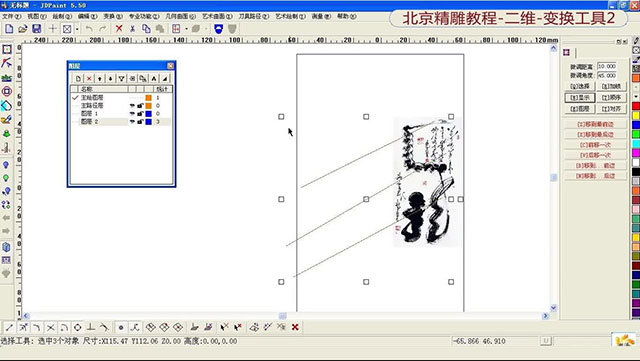
這篇文章在實踐時證實,現階段矢量圖形還不太可能達到完完全全自動化,因此人工描圖這種方法在現階段情況下是這種簡單合理的方法。圖4是樣件在精雕軟件中的輪廓曲線。
3.3 三維立體浮雕圖案建模建模玉雕浮雕圖案建模,是指在浮雕圖案的二維矢量輪廓圖案設計基礎上,建立浮雕圖案的三維模型的過程。產生在現實生產中的玉雕基本都是具備錯綜復雜小細節特征的立體建模,他們通常由若干個獨立的曲面片結合而成。
在JDPaint中,玉雕浮雕實體模型的建立主要是通過雕塑作品專用工具下的堆料/去料及其打磨拋光效果解決來完成。而實體模型截面樣子又是通過“刷子”的基本概念來實現。說白了刷子,就是指限定實際操作影響范圍的一個區域。
在矢量輪廓線的基礎上,在JDPaint中建立了樣件的三維立體浮雕實體模型。實體模型在軟件中的建立,實際上也就是不斷變化實體模型的參數(改變刷子樣子),隨后通過不斷移動鼠標來堆積或者切除刷子所定義的樣子那樣一個過程。本文中樣件的最終三維立體效果
3.4 生產加工刀具路徑生成玉雕模型曲面多為不規律曲面,因而,玉雕生產加工的刀具路徑不可以簡單地采用沿X軸平行或沿Y軸平行方法需考慮機加工件的工程實際來規劃量不一樣的刀具路徑
玉雕的素材內容多見山水、花卉、樹木等風景圖樣,二維輪廓線多種形式復雜,導致玉雕生產加工中存有一會兒為大片面積空白地區,一會兒狹小甚至于尖窄的地區具體生產加工中般多選用數次加的方式首先應用直徑較大的刀具迅速大范圍地除去大多數材料,稱之為初加工;另一方面再應用直徑小的刀縣對初加工中留下的地區,以及些尖窄地區部分進行再次生產加工,也稱之為精加工有的時候在初加工和精加工之間,還會繼續增加道殘料補生產加工方式,或是進行第二次精加工處理,以做到精度和質。精加工則應用直徑小的刀具。
行切法和環切法是現階段雕刻生產加工中應用較廣的方式:環切法的刀具運動軌跡是沿界限輪廓線,行切法的刀具運動軌跡是條直線。一般行切法會存有來回進刀狀況銑刀的旋轉方位與工件的進刀方位會更替發生一致與不一致(順銑和逆銑;而環切法則能保持切削狀況。切削狀況會在必須程度上影響最終的生產加工質量,但一般狀況下初加工多選用行切法而精加工和半精加工則多選用環切或是行切方法。
在JDPaint的刀具環境下,根據設定和挑選相應的參數,系統軟件可以自動生成初加工和精加工所需的生產加工相對路徑。以荷花樣件為例,下面是一些刀具相對路徑初加工和精加工的參數設置(圖6、圖7)。本文實踐活動中初加工挑選環切進刀,精加工則應用459平行截線進刀方式。
依據刀具途徑設置,系統可以全自動測算出刀具運動軌跡并儲存。圖顯示信息了荷花樣件的刀具運動軌跡,包含了1次初加工,1次邊角廢料補加工,和兩次精加工。精加工時使用的是45°平行截線走刀方式。圖8中四張圖從左至右分別為初加工、邊角廢料補加工和兩次精加工的運動軌跡途徑。
圖8荷花樣件刀具軌跡路徑
3.5月具路徑文佳的廣生和輸刀具路徑生成后還可以做好儲存。根據菜單欄刀具路徑一>導出刀具路徑,就可以導入路徑文作以便雕刻機直接使用。圖9加工路徑導出下面是部分荷花樣件的NC代碼(由ENG轉換而來)。
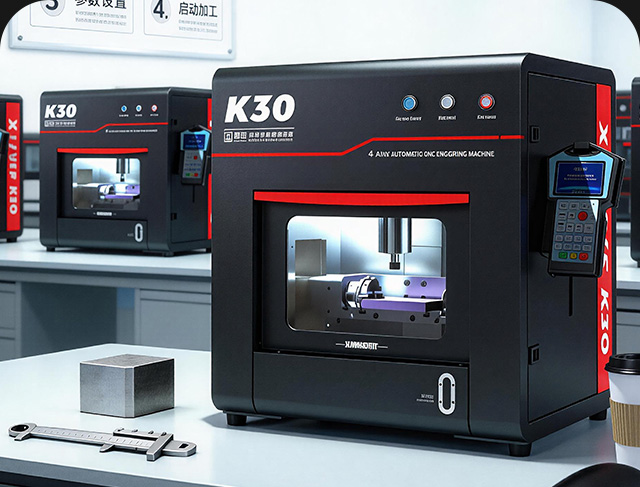
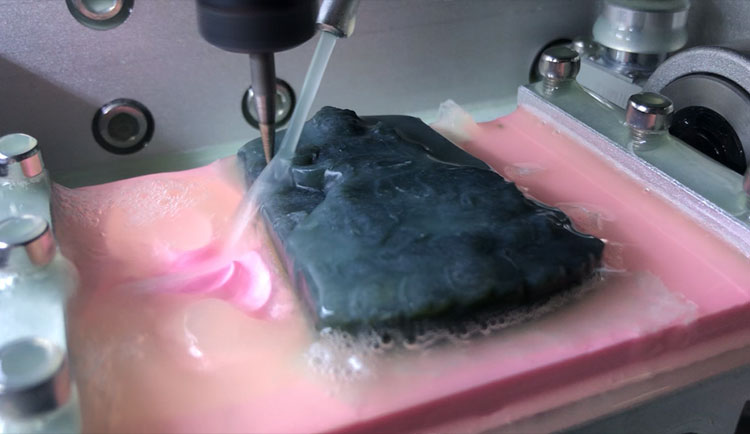
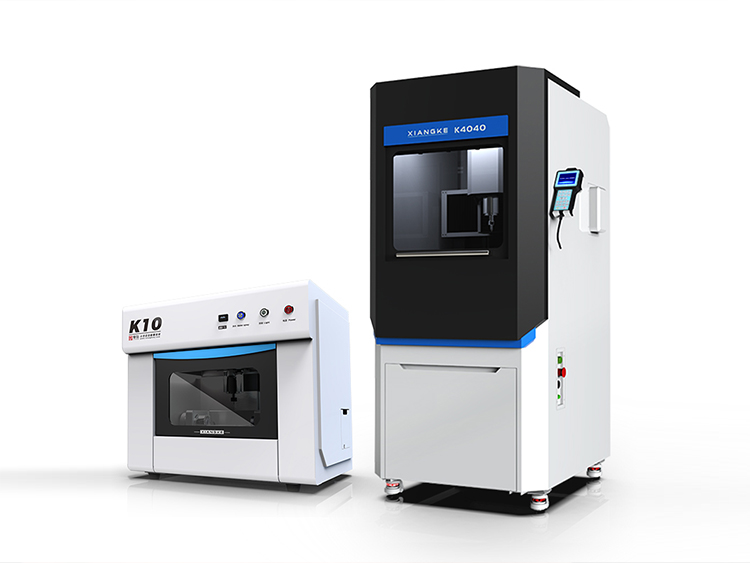
4 加工設備
5結語
把現代化數控機床電腦雕刻新技術應用于傳統玉雕工藝上,具備不錯的行業發展前景和商業服務前景。以數控機床雕刻軟件JDPaint為平臺,通過在雕刻軟件中創建玉雕浮雕的三維建模,從而轉化成能夠用以數控雕刻機的生產加工文件,最后,由高精密數控雕刻機生產加工成成品。生產加工成品在精細度方面不遜于1個熟練玉雕工藝師的手工作品,并且在生產加工工作效率上面有顯著的優勢